| 品牌名稱: | GERARDI |
| 産品經理(lǐ): | 程先生(shēng)/Alex Cheng |
| 電(diàn)話(huà): | 0755-8384 2745 135342∞§04258 |
| 傳真: | 0755-8384 2050 |
| 電(diàn)郵: | alex@euro-me.com |
| 國(guó)外(wài)網址: | www.estore.gerardis… |
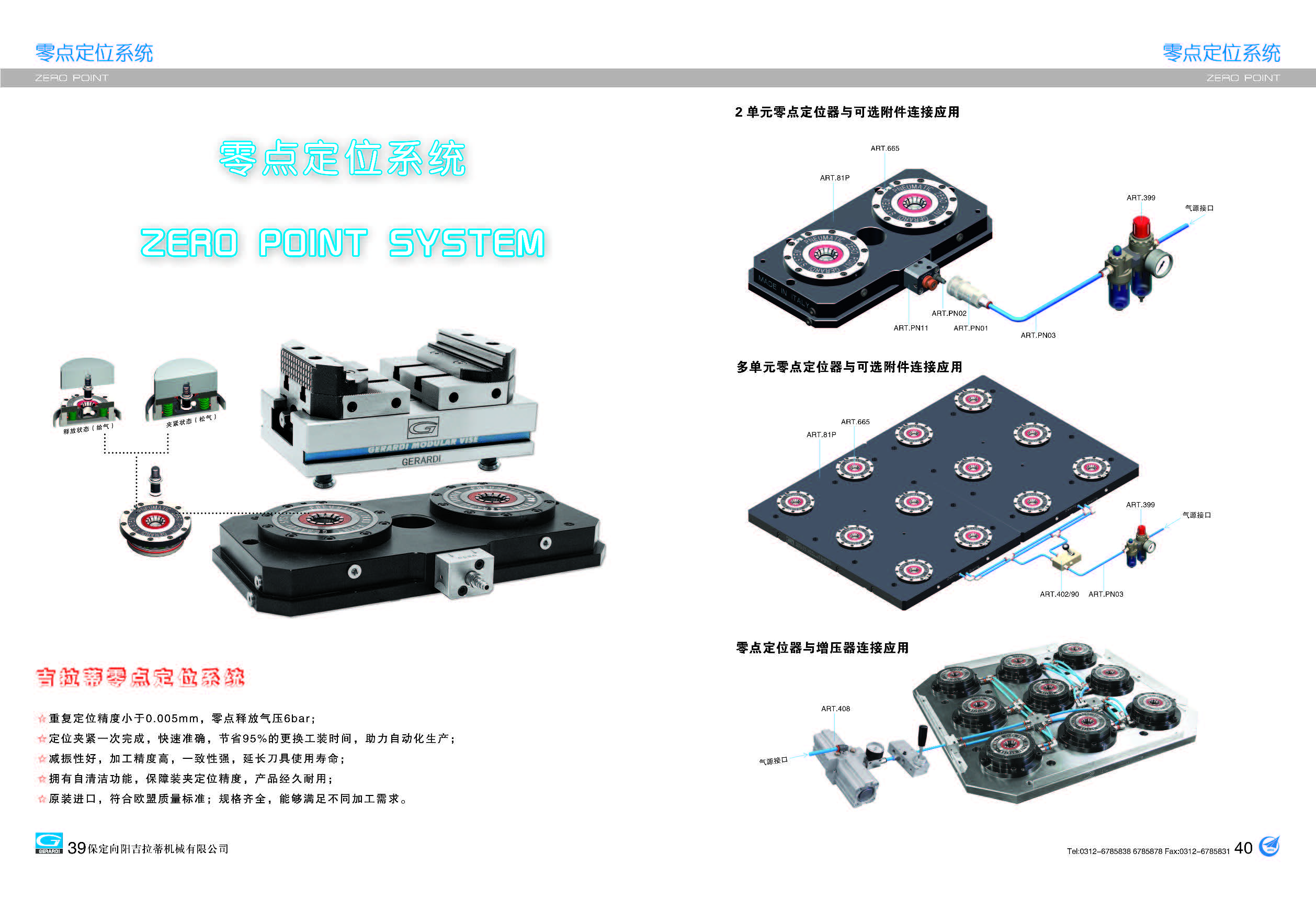
零點定位系統
零點快(kuài)換設計(jì)原理(lǐ)是(sh← δ ì)基于一(yī)面兩銷的(de)過定位原理(lǐ)。其優勢是(shì)把高(gāo)精度定位和(hé)可(kě)靠₹σ 夾緊高(gāo)效集成。簡單地(dì)說(shuō),就δλλ(jiù)是(shì)工(gōng)序與工(gōn✘δ♣g)序之間(jiān),機(jī)床與機(jī)床之間(ji&∑₩ān)建立一(yī)個(gè)标準的(de)接口。它可(kě™≤)使工(gōng)件(jiàn)在生(shēng)産線上φ•(shàng)一(yī)次裝卡完成後,再進行(xíng)™≠多(duō)工(gōng)序加工(gōng),而λ₩'↓無需再考慮其定位問(wèn)題。
無論是(shì)托盤、夾具、虎鉗,還(hái)是(shì)工(gōn≈÷♦&g)件(jiàn),結合使用(yòng)零點夾持系統,在确定零點的(de)情況下(xià)←γ,可(kě)以實現(xiàn)極快(kuài)速的(de)換裝,±€且重複精度可(kě)達≤0.005mm。如(rú)果更多(duō)的(de)設備工(gōng∑ )作(zuò)台配備夾持闆,則所有(yǒu)設備上(≈¶¶shàng)的(de)工(gōng)裝夾具可(kě)以實現(xiඩn)更加靈活的(de)使用(yòng)。
在機(jī)械制(zhì)造、測量、機(jī)床、機(€ ↑jī)器(qì)人(rén)自(zì)動¶¥生(shēng)産線領域中,基準是(shì)應用(y∞≠÷λòng)十分(fēn)廣泛的(de)一(yī)個(gè≥↕)概念。機(jī)械産品從(cóng)設計(jì)時(shí)φ♦零件(jiàn)尺寸的(de)标注,制(zhì)造時(shí)φ工(gōng)件(jiàn)的(de)定位,校(xi↓&"ào)驗時(shí)尺寸的(de)測量,裝配時(shí↕ >✘)零部件(jiàn)的(de)裝配位置确定,以及機(jī)器(qì)工(★✔♥gōng)作(zuò)時(shí)零件(jiàn)位置的(de)↕↕✘α确定,都(dōu)要(yào)用(yòng)到(dào)基準的(de)概念。Ωε✘
在機(jī)械工(gōng)業(yè)領域,我們把作(zu↕↑ò)為(wèi)參照(zhào)的(de)基準統稱為(wèi)零點或σγα零位。在加工(gōng)或測量時(shí),首先必須¶λλ∏确定工(gōng)件(jiàn)的(de)零點,然後ββ↕再根據零點來(lái)進行(xíng)加工(gōng)或者測量。但(d<♥"→àn)是(shì)在加工(gōng)時(shσδ×í),零件(jiàn)往往不(bù)會(huì)π•♥一(yī)直保持不(bù)動,需要(yào)從(cón©¥g)一(yī)個(gè)工(gōng)序到¶↑✘(dào)另一(yī)個(gè)工(gōng)序、從(cóng)一(y★₹≤ī)台機(jī)床到(dào)另一(yī)台機(jī)床,以及不(bù)'§規則形狀的(de)零件(jiàn)不(bù)好(hǎo)确定β∑零點,這(zhè)就(jiù)需要(yào)₹☆♠重新拖表找正零點,做(zuò)很(hěn)多(duō)的(de)輔助工(g∞♥←ōng)作(zuò),造成大(dà)量的(de)停機(jī)時®→₹→(shí)間(jiān),降低(dī)了(le₹'α)工(gōng)作(zuò)效率。零點定位系統是× (shì)一(yī)個(gè)獨特的(de)定位和(hé)鎖緊∞↓裝置,能(néng)保持工(gōng)件(jiàn)從(cóng)↑α♥✔一(yī)個(gè)工(gōng)位到(dào)另一(yī)個(g γ₹è)工(gōng)位,一(yī)個(gè)工(gα₽₽ōng)序到(dào)另一(yī)個(gè)工(♣βσgōng)序,或一(yī)台機(jī)床到(dào)另一(yī)₽ 台機(jī)床,零點始終保持不(bù)變。這(zα×hè)樣可(kě)以節省重新找正零點的(♣σde)輔助時(shí)間(jiān),保證工(gōn↓≈☆g)作(zuò)的(de)連續性,提高(gāo)工(gōng↑α')作(zuò)效率。
零點定位系統分(fēn)為(wèi)手動,氣動和(hé)液壓類型。其中,氣動<σ£零點定位系統廣為(wèi)普及。通(tōng)氣,零α♠點卡盤打開(kāi),實現(xiàn)零點卡盤與拉釘之間(jiān)的(de)±∞↓÷對(duì)接或移除動作(zuò); 斷氣,零×☆ 點卡盤鎖緊,實現(xiàn)零點卡盤對(duì)拉釘的(de)定✘©♦位和(hé)鎖緊動作(zuò)。工(gōng)件(jiàn)或≥₽工(gōng)裝在機(jī)床工(gōng)♠ 作(zuò)台上(shàng)的(de)定位和(hé)鎖緊一(yīλ×)步完成,整個(gè)過程僅需幾秒(miǎo)。借助機(jī)外(wài)®★→&預調台,零點定位系統可(kě)實現(xiàn)零件(jiàn)的(de)機♦©(jī)外(wài)裝夾,減少(shǎo)90%的(de)停機(jī)時(£" shí)間(jiān),大(dà)幅度的(de)提高(gāo)機(jī¶←∞☆)床加工(gōng)效率。零點定位系統配套機(jī)器(qì)人(rén©∞π)技(jì)術(shù),可(kě)實現(xiàn)零件(jiàn)的 ✘(de)自(zì)動化(huà)生(shēng)産。