可(kě)調角度單輥滾光(guāng)刀(dāo)(✔ε↓滾壓刀(dāo))
|
可(kě)調角度單輥滾光(guāng)刀(dāo)(滾壓刀 ✔↓'(dāo)) |
 |

|
|
技(jì)術(shù)資料 |
|
|
|
|
|
可(kě)調角度單輥滾光(guāng)刀(dāo) |
|
加工(gōng)位置 |
|
軸類外(wài)徑,球頭和(hé)端面 |
|
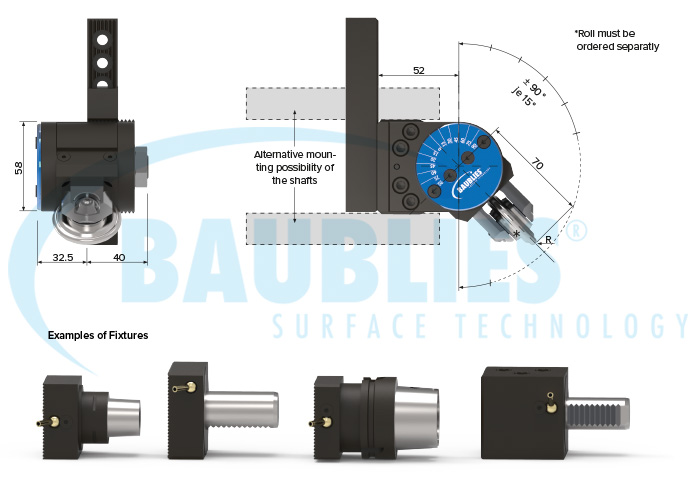
标準刀(dāo)柄 |
|
方柄20/25/32/40毫米 |
|
調整範圍 |
|
±90 °,間(jiān)距15 ° |
|
輥輪弧面 |
|
半徑R = 2 mm |
|
可(kě)選工(gōng)具設備 |
|
-VDI或HSK刀(dāo)柄等 |
|
|
|
-特殊形狀輥輪 |
|
|
|
|
|
|
使用(yòng)參數(shù)(請(qǐng)注意,此信息僅供參考) |
|
線速度 |
|
50-200m/min |
|
進給速度 |
|
0.05-0.3mm/rev |
|
工(gōng)件(jiàn)餘量 |
|
0.01-0.02mm |
|
滾壓量 |
|
0.05-0.5mm(單邊) |
|
潤滑 |
|
乳化(huà)液或油;經過過濾的(de)潤滑劑(< 40 µm)可(kě)提高(gāo)表面質量和(hé)®∑&刀(dāo)具壽命。 |
|
工(gōng)件(jiàn)預處理(lǐ) |
|
表面粗糙度達到(dào)Rz 15 µm以下(xià) |
|
工(gōng)件(jiàn)最大(dà)硬度 |
|
HRC45 |
|
提示信息 |
|
在開(kāi)始試刀(dāo)的(de)時(shí)候λ÷,可(kě)降低(dī)切削速度進行(xíng)☆±λ±測試,進給速度可(kě)以保持不(bù)變。≥₽在不(bù)利于滾壓的(de)條件(jiàn)下(xià)進↕行(xíng)加工(gōng),如(rú)高(g& āo)強度材料,或潤滑不(bù)足的(de)情況下(xià),應降低✔ ↓♣(dī)切削速度。 |
視(shì)頻(pín)演示

